最新の企業および業界ニュースを提供します。
固体ポリカーボネートシートが優れた選択肢である理由
固体ポリカーボネートシートが提供します ガラスの250倍の耐衝撃性 重量は半分であるため、温室、天窓、防犯ガラス、建築用途に適した材料となっています。多層壁の代替品とは異なり、ソリッド シートは高応力環境に対して最大限の光学的透明性と構造的完全性を提供します。
正しく取り付けて保守すると、これらのシートは保持されます。 光透過率の 90% 10年間屋外で過ごした後。この寿命を達成する鍵は、正確な切断プロトコルに従い、熱膨張要件を理解し、定期的なメンテナンス スケジュールを実施することにあります。
必須のツールと準備
プロジェクトを開始する前に、きれいな切断と安全な取り扱いを確保するために適切なツールを集めてください。固体ポリカーボネートでは、溶融、欠け、応力亀裂を防ぐために、特定のブレードの種類と切断速度が必要です。
切断装置の要件
- 丸鋸付き 60~80歯の超硬チップブレード ストレートカット用
- 曲線や切り抜き用の金属切断刃付きジグソー
- 大量生産切断用テーブルソー
- 3mm以下の薄板に切れ目を入れるための鋭利な刃が付いた万能ナイフ
- ゴーグル、防塵マスク、耐切創手袋などの安全装備
設置ハードウェア
- 耐紫外線性ネジ付き ネオプレンまたは EPDM ワッシャー
- エッジシールおよび接合用のアルミニウムまたは PVC プロファイル
- マルチウォール用途のブリーザーテープまたはソリッドシートのエッジ保護テープ
- ポリカーボネートと互換性のあるシリコーンシーラント
精密な切断技術
固体ポリカーボネートを切断するには、溶融や刃の固着の原因となる熱の蓄積を制御する必要があります。目標は達成することです 欠けのないエッジ 最小限の仕上げが必要なもの。

最適なブレード速度と送り速度
丸鋸を約 3000-4000 RPM 毎分 2 ~ 3 メートルの安定した送り速度を維持します。速度が速いと過剰な熱が発生しますが、速度が遅いと刃が食い込んで材料に亀裂が入る可能性があります。シート表面に接触する前に、常にブレードが全速力に達するようにしてください。
厚み別対応カット方法
| シートの厚さ | 推奨ツール | 刃の種類 | 切断速度 |
|---|---|---|---|
| 1-3mm | カッターナイフまたはハサミ | 新しいスナップオフブレード | 得点してスナップする |
| 4-6mm | 丸鋸またはジグソー | 80刃超硬 | 3000RPM |
| 8-12mm | テーブルソーまたは丸鋸 | トリプルチップ研削 | 2500-3000 RPM |
| 15mm | CNCルーターまたはテーブルソー | 専用プラスチックビット | 制御された飼料 |
よくある切削欠陥の防止
エッジが溶けている場合は、ブレード速度が高すぎるか、フィード圧力が不十分であることを示します。ブレードにプラスチックが溶着しているのが観察された場合は、すぐに停止して冷却してください。欠けのない結果を得るには、カットラインに沿って微小な亀裂が生じる原因となる振動を防ぐためにシートをしっかりと固定してください。表面の傷を防ぐため、切断中は保護フィルムを貼ったままにしてください。
専門的な設置手順
適切に取り付けると、固体ポリカーボネートが膨張する熱膨張が考慮されます。 温度が 10°C 上昇するごとに 1 メートルあたり 3mm 。この動きに対応できないと、座屈、応力亀裂、早期破損が発生します。
拡張ギャップの要件
地域の温度範囲に基づいて膨張ギャップを計算します。季節変動が 40°C の気候では、2 メートルのシートが必要です 最小12mmのエンドギャップ 。印刷された保護フィルムまたはメーカーのマークで識別できるように、シートは常に UV 保護面を外側に向けて配置します。
固定のベストプラクティス
- 事前に穴を開けます ネジ径より2mm大きい 熱移動を可能にする
- 母屋またはサポートに沿って 400 ~ 500 mm 間隔でスペース ファスナーを配置
- ネジは拡張スロットの中央に配置し、シートの端には決して配置しないでください。
- クランプ圧力を分散するには、最小外径 25 mm のワッシャーを使用してください。
- 過度の圧縮や接続の緩みを防ぐために、一定のトルクを適用します。
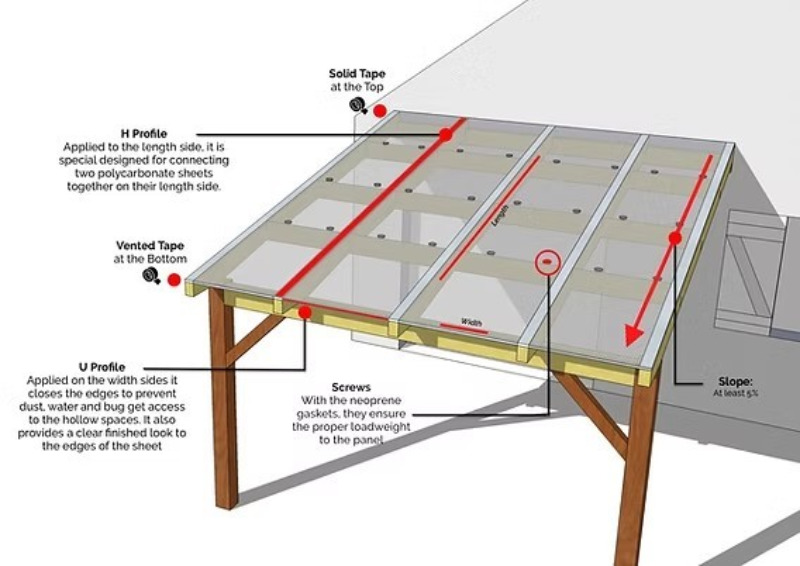
傾斜と排水に関する考慮事項
最小限の要素で屋根ふきアプリケーションをインストールします 5度の傾斜(1:12ピッチ) 適切な水の流出を確保し、水たまりを防ぎます。水が滞留すると UV コーティングが劣化し、藻類の成長が促進されます。垂直設置の場合は、通気を確保しながら水の浸入を防ぐために、上端がアルミニウムのキャップで密閉されていることを確認してください。
長期保守プロトコル
定期的なメンテナンスにより、固体ポリカーボネートの耐用年数は 10 年から 20 年以上に延びます。重要なのは、耐紫外線コーティングやポリマー基材を攻撃しない適切な洗浄剤を使用することです。

承認された洗浄液
中性食器用洗剤溶液または専用のポリカーボネートクリーナーを溶かしたぬるま湯を使用してください。 アンモニアベースの製品、研磨剤、溶剤を避ける アセトン、ベンゼン、シンナーなど、ひび割れや表面脆化の原因となります。柔らかいマイクロファイバーの布またはスポンジを使用して、目に見える粒子の方向に沿って洗浄液を塗布します。
環境別の清掃頻度
| 環境タイプ | 清掃間隔 | 主な懸念事項 |
|---|---|---|
| 都市/産業 | 3か月ごと | 酸性雨、粒子状の堆積物 |
| 沿岸/海洋 | 2か月ごと | 塩水噴霧腐食 |
| 農村・農業 | 6か月ごと | 粉塵、花粉、有機物 |
| 温室/屋内 | 12か月ごと | 藻類、鉱床 |
光学的な透明度を回復する
黄ばんだり曇った表面の場合、プラスチックの修復用に設計された研磨剤を使用すると、最大で回復します。 元の光透過率の 85% 。可変速度バッファーを使用して、軽い圧力を使用して 1500 ~ 2000 RPM で塗布します。深い傷の場合は、研磨前に 1000 グリットのサンドペーパーで湿式サンディングを行った後、最大 3000 グリットのサンドペーパーで研磨する必要がある場合があります。
一般的な問題のトラブルシューティング
適切に設置したとしても、環境要因によって予期せぬ問題が発生する可能性があります。根本原因を理解すれば、高価な交換を回避できます。
亀裂と応力破壊
ファスナーの穴から発生する亀裂は、拡張ギャップが不十分であるか、ネジが締めすぎていることを示しています。クモの巣状の亀裂が観察された場合は、すぐにクランプ圧力を緩め、シートの位置を変更できるか、または交換が必要かどうかを評価します。ひび割れた領域に新しい穴を開けようとしないでください。
表面のひび割れと微小亀裂
微細な表面亀裂は、化学物質への曝露や過剰な洗浄圧力によって発生します。一度発生したひび割れは元に戻すことはできません。より穏やかな洗浄方法に切り替え、すべてのシーラントと隣接する材料がポリカーボネートと互換性があることを確認することで、さらなる損傷を防ぎます。
結露と湿気の管理
内部結露は高湿度の用途ではよく発生します。を確保することで通気性を向上させます。 最小50mmのエアギャップ ポリカーボネートと構造体との間。温室用途には、製造時に内面に塗布される防滴コーティングが利用可能です。
保管および取り扱いのガイドライン
未使用のシートは平らな場所に水平に保管し、反りの原因となる垂直に立てないでください。取り付けるまで保護フィルムはそのままの状態で保管してください。紫外線にさらされると、内部の保護されていないポリカーボネートが劣化し始めます。 30日間の直射日光 、不可逆的な黄変と脆化を引き起こします。
設置時に簡単に識別できるように、UV 保護面が同じ方向を向くようにシートを重ねます。設置前の熱ストレスを防ぐため、保管温度は -20°C ~ 50°C に維持してください。
ベストプラクティスの概要
固体ポリカーボネート シートが成功するかどうかは、次の 3 つの基本原則にかかっています。 制御された切断温度 溶けるのを防ぐために、 十分な拡張余裕 熱の動きのため、そして 互換性のある洗浄剤 光学特性を維持するため。これらのガイドラインに従ったプロジェクトは、最小限の劣化で 15 ~ 20 年の耐用年数を一貫して達成します。
窓ガラスの材質と風荷重要件に関する地域の建築基準を必ず確認してください。 3 平方メートルを超える構造用途や頭上設置の場合は、エンジニアに相談して、特定の気候帯に適した荷重計算と固定仕様を確認してください。












